Tel: 0086-571-88220971/73 Fax: 0086-571-88220972 E-mail: shen@ever-power.biz Contact person: Miss Lina



Processes introduction:



Extrusion
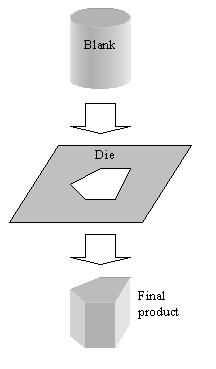
The process begins by
heating the stock material. It is then loaded into the container in the
press. A dummy block is placed behind it where the ram then presses on the
material to push it out of the die. Afterwards the extrusion is stretched in
order to straighten it. If better properties are required then it may be
heat treated or cold worked.
Hot extrusion
Hot extrusion is done at an elevated temperature to keep the material from
work hardening and to make it easier to push the material through the die.
Most hot extrusions are done on horizontal hydraulic presses that range from
250 to 12,000 tons. Pressures range from 5,000 to 100,000 psi, therefore
lubrication is required, which can be oil or graphite for lower temperature
extrusions, or glass powder for higher temperature extrusions. The biggest
disadvantage of this process is its cost for machinery and its upkeep.
Hot extrusion temperature for various metals Material Temperature [F° (C°)]
Magnesium
650-850
Aluminium
650-900
Copper
1200-2000
Steel
2200-2400
Titanium
1300-2100
Nickel
1900-2200
Refractory alloys up to 4000
The extrusion process is generally economical when producing between several
pounds and many tons, depending on the material being extruded. There is a
crossover point where rolling becomes more economical. For instance, some
steel becomes more economical to roll if producing more than 50,000 lb.
Cold extrusion
Cold extrusion is done at room temperature or near room temperature. The
advantages of this over hot extrusion are the lack of oxidation, higher
strength due to cold working, closer tolerances, good surface finish, and
fast extrusion speeds if the material is subject to hot shortness.
Materials that are commonly cold extruded include: lead, tin, aluminum,
copper, zirconium, titanium, molybdenum, beryllium, vanadium, niobium, and
steel.
Examples of products produced by this process are: collapsible tubes, fire
extinguisher cases, shock absorber cylinders, automotive pistons, and gear
blanks.
Warm extrusion
Warm extrusion is done above room temperature, but below the
recrystallization temperature of the material. It is usually used to achieve
the proper balance of required forces, ductility and final extrusion
properties.[3]
Equipment
There are many different variations of extrusion equipment. They vary by
four major characteristics:[1]
Movement of the extrusion with relation to the ram. If the die is held
stationary and the ram moves towards it then its called "direct extrusion".
If the ram is held stationary and the die moves towards the ram its called
"indirect extrusion".
The position of the press, either vertical or horizontal.
The type of drive, either hydraulic or mechanical.
The type of load applied, either conventional (variable) or hydrostatic.
A single or twin screw auger, powered by an electric motor, or a ram, driven
by hydraulic pressure (for steel alloys and titanium alloys for example),
oil pressure (for aluminum), or in other specialized processes such as
rollers inside a perforated drum for the production of many simultaneous
streams of material.
There are several methods for forming internal cavities in extrusions. One
way is to have the mandrel integrated into the ram. If a solid billet is
used as the feed material then it must first be pierced by the mandrel
before extruding through the die. A special press is used in order to
control the mandrel independently from the ram.[1] Another method is using
whats known as a "spider die, porthole die and bridge die". During
extrusion, the metal divides and flows around the supports for the internal
mandrel. (This is much like water in a river flowing around a large rock and
rejoining downstream.)
Extrusion defects
Surface cracking - When the surface of an extrusion splits. This often
caused by the extrusion temperature, friction, or speed being too high. It
can also happen at lower temperatures if the extruded product temporarily
sticks to the die.
Pipe - A flow pattern that draws the surface oxides and impurities to the
center of the product. Such a pattern is often cause by high friction or
cooling of the outer regions of the billet.
Internal cracking - When the center of the extrusion develops cracks or
voids. These cracks are attributed to a state of hydrostatic tensile stress
at the centerline in the deformation zone in the die. (A similar situation
to the necked region in a tensile stress specimen.)
Stamping parts